
Spawanie elektrodą otuloną
Spawanie elektrodą otuloną
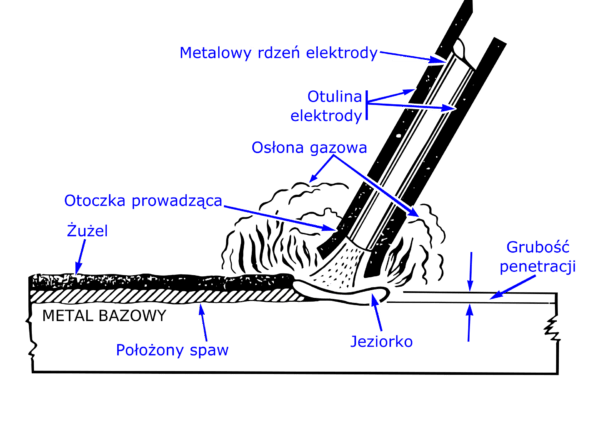
SPAWANIE ELEKTRODAMI OTULONYMI (MMA – metal arc welding) jest to metoda spawania przy użyciu topliwej elektrody pokrytej otuliną. Prąd elektryczny wytwarza łuk elektryczny pomiędzy elektrodą, a łączonymi elementami. Otulina elektrody pod wpływem wysokiej temperatury rozkłada się dając w ten sposób gaz osłonowy oraz żużel który przy okazji zmniejsza szybkość stygnięcia spoiny. Oczywiście żużel należy potem usunąć.




JAK DOBRAĆ ELEKTRODĘ?
Występuje kilka rodzajów elektrod. Możemy je podzielić ze względu na otulinę.
Elektrody rutylowe
Są to najbardziej uniwersalne elektrody. Nawet początkujący spawacz powinien sobie z nimi poradzić. Dzięki temu, że łatwo się topią można nimi spawać w niemal każdej pozycji oprócz z góry na dół. Doskonale nadają się do łączenia małych elementów, wykonywania prac serwisowych lub napraw. Żużel pozostawiony przez tę elektrodę stosunkowo łatwo jest usunąć. Są też minusy. Powszechnie uważa się, że spojenia wykonane przy użyciu tego typu elektrody są dość kruche. Nie znaczy to jednak, że nasza praca pójdzie na marne, jednak do spawania elementów narażonych na wibracje lepiej użyć elektrody choćby zasadowej.
Elektrody celulozowe
Elektrody celulozowe warto stosować kiedy dostęp do spawanej powierzchni jest utrudniony. Doskonale radzą sobie ze spojeniem metali z góry na dół, a nawet w pozycji „sufitowej”. Ich dodatkowym atutem jest to, że są stosunkowo odporne na zmianę aury pogodowej, łatwo zajarzają łuk przez co powierzchnia nie musi być idealnie przygotowana dlatego są chętnie wykorzystywane w pracach na świeżym powietrzu. Dzięki zastosowaniu elektrody celulozowej możemy uzyskać głęboki wtop co dodatkowo zwiększa jakość spoiny.
Elektrody zasadowe
W otulinie zasadowej znajdziemy między innymi fluoryt, magnez, a także wapń. Być może ktoś pamięta ze szkoły podstawowej lub gimnazjum, że wapń jest higroskopijny. To znaczy, że wchłania wilgoć nawet z powietrza. Zaleca się więc przechowywanie takich elektrod w suchym środowisku oraz suszenie przed użyciem np. w piekarniku 1-4h na maksymalnej temperaturze, ale zdecydowanie lepiej sprawi się jakiś piecyk umożliwiający uzyskanie 300-350 stopni Celsjusza.. Wilgoć sprawia, że łuk jest niestabilny, a sama otulina posiada gorsze parametry wytwarzania osłony gazowej. Używając suchej elektrody uzyskamy spoinę odporną na pękanie i będzie ona zdecydowanie mniej krucha niż ta przy użyciu elektrody rutylowej. Wadą tych elektrod jest to, że nie pospawamy w pionie. Spoina po prostu będzie spływać.
Elektrody kwaśne
Otulina elektrody kwaśnej składa się z tlenków żelaza i odtleniaczy. Dzięki temu spoina jest płaska i gładka. Można nimi wykonywać prace w wielu pozycjach np. nabocznej oraz podolnej. Zwykle nie potrzebują suszenia przed użyciem (jeśli nie ma na nich białych wykwitów i nic nie utrudnia spawania).
Jeśli jesteś zainteresowany metodą MIG to zajrzyj TUTAJ
Jak dobrać grubość elektrody?
Poniżej, zamieszczamy krótkie zestawienie
| Średnica elektrody | Grubość materiału |
| 1,6 mm | od 1,5 mm do 2,5 mm |
| 2 mm | od 2,5 mm od 3,5 mm |
| 2,5 mm | od 3 mm do 5,5 mm |
| 3,2 mm | od 4 mm do 6,5 mm |
| 4 mm | od 6 mm do 9 mm |
| 5 mm | od 7,5 mm do 10 mm |
| 6 mm | od 9 mm do 12 mm. |
-

PÓŁAUTOMAT SPAWALNICZY MAGNUM MIG 210 SYNERGIA (U MI 210SYN)
1.550,00zł -
Promocja!

PÓŁAUTOMAT SPAWALNICZY MAGNUM MIG 210 SYNERGIA EASY (U MI 210EASY)
1.519,00zł -

PÓŁAUTOMAT SPAWALNICZY MAGNUM MIG 170 W MMA IGBT (U MI 170W MMA)
899,00zł -
Promocja!

PÓŁAUTOMAT SPAWALNICZY TECNO MIG 205 LCD MIG/TIG/MMA SYNERGIC (TMIG205LCD)
1.660,00zł